



淬火炉系列

井式淬火炉-尊龙凯时官方网站
丹阳市电炉厂有限公司是井式淬火炉厂家,可为用户设计、制造各种炉膛尺寸、深度的井式淬火炉、真空淬火炉、井式热处理电炉、井式渗碳炉、铸铁火炉、盐浴淬火炉、井式电阻炉、回火炉、台车式淬火炉、电加热井式退火炉,价格合理,上门安装调试。
井式淬火炉介绍
井式淬火炉满足井式热处理工艺,淬火温度850-1200℃,主要供轴类工件、杆形工件、轧辊、45钢、不锈钢等金属材料和机械零件的淬火热处理之用,垂直吊装淬火加热,工件不易变形,也可对机械零件进行退火、正火热处理。
将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却的金属热处理工艺。常用的淬冷介质有盐水、水、矿物油、空气等。淬火可以提高金属工件的硬度及耐磨性,因而广泛用于各种工、模、量具及要求表面耐磨的零件(如齿轮、轧辊、渗碳零件等)。通过淬火与不同温度的回火配合,可以大幅度提高金属的强度、韧性及疲劳强度,并可获得这些性能之间的配合(综合机械性能)以满足不同的使用要求。另外淬火还可使一些特殊性能的钢获得一定的物理化学性能,如淬火使永磁钢增强其铁磁性、不锈钢提高其耐蚀性等。淬火工艺主要用于钢件。常用的钢在加热到临界温度以上时,原有在室温下的组织将全部或大部转变为奥氏体。随后将钢浸入水或油中快速冷却,奥氏体即转变为马氏体。与钢中其他组织相比,马氏体硬度较高。淬火时的快速冷却会使工件内部产生内应力,当其大到一定程度时工件便会发生扭曲变形甚至开裂。为此必须选择合适的冷却方法。根据冷却方法,淬火工艺分为单液淬火、双介质淬火、马氏体分级淬火和贝氏体等温淬火4类。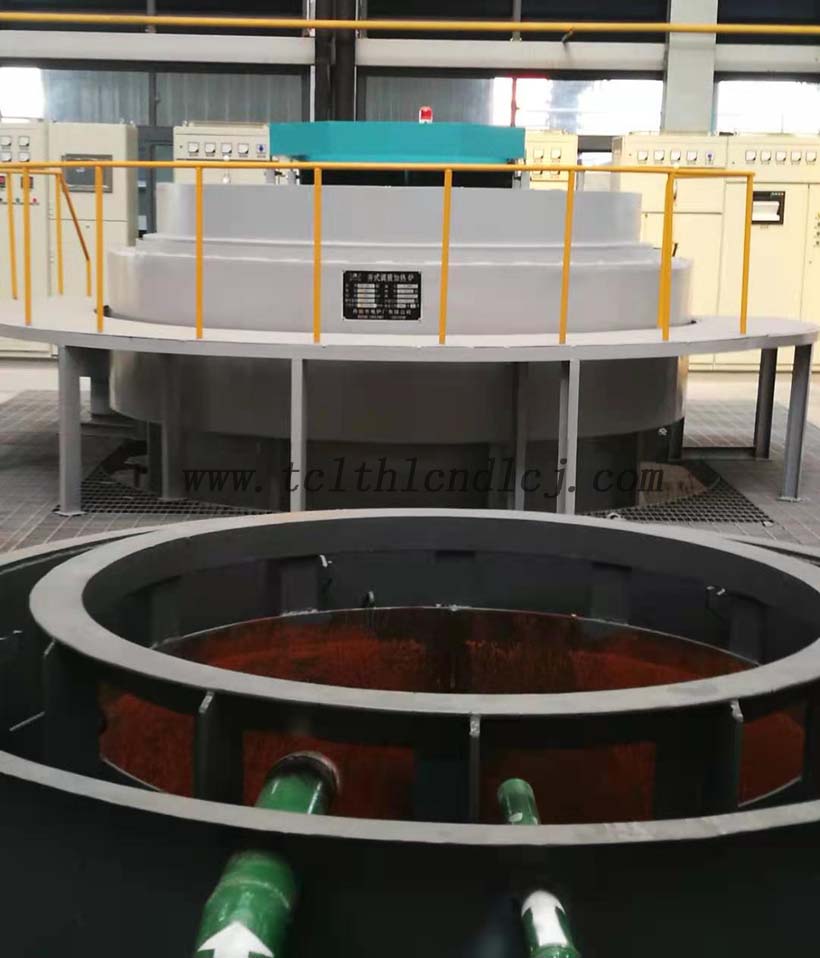 结构简介:
结构简介:
井式淬火炉外壳结构由钢板和型钢制成圆柱形炉体。炉衬采用轻质节能保温砖砌筑,炉衬与炉壳夹层置酸铝纤维毯保温,电阻丝采用0cr27al7mo2高电阻合金丝或电阻带安装在炉膛内。首先均温布丝法布置,并且从上到下分为多区多段设计,再由微电脑程序工艺高精度温控每一区每一段升温速度、保温温度、保温时间。设计合理,井式炉内上下温度均匀,控制温度精度达到±1℃。井式淬火炉出厂时配套自动控温柜,热电偶。另可配套井式回火炉、淬火槽,组成井式热处理炉生产线。
井式淬火炉安全操作必须遵循的规程:
1、开炉前穿戴好必要的防护用品。
2、操作前要熟悉热处理设备使用方法及其它工具、器具。
3、用井式炉加热时,工件进炉、出炉应先切断电源,以防触电。
4、出炉后的工件不能用手摸,以防烫伤。
5、处理工件要认真看清图纸要求及工艺要求,严格按照工艺规程操作。
6、淬火工序完成后,打扫场地卫生,工具、用具摆放好。
将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却的金属热处理工艺。常用的淬冷介质有盐水、水、矿物油、空气等。淬火可以提高金属工件的硬度及耐磨性,因而广泛用于各种工、模、量具及要求表面耐磨的零件(如齿轮、轧辊、渗碳零件等)。通过淬火与不同温度的回火配合,可以大幅度提高金属的强度、韧性及疲劳强度,并可获得这些性能之间的配合(综合机械性能)以满足不同的使用要求。另外淬火还可使一些特殊性能的钢获得一定的物理化学性能,如淬火使永磁钢增强其铁磁性、不锈钢提高其耐蚀性等。淬火工艺主要用于钢件。常用的钢在加热到临界温度以上时,原有在室温下的组织将全部或大部转变为奥氏体。随后将钢浸入水或油中快速冷却,奥氏体即转变为马氏体。与钢中其他组织相比,马氏体硬度较高。淬火时的快速冷却会使工件内部产生内应力,当其大到一定程度时工件便会发生扭曲变形甚至开裂。为此必须选择合适的冷却方法。根据冷却方法,淬火工艺分为单液淬火、双介质淬火、马氏体分级淬火和贝氏体等温淬火4类。
井式淬火炉外壳结构由钢板和型钢制成圆柱形炉体。炉衬采用轻质节能保温砖砌筑,炉衬与炉壳夹层置酸铝纤维毯保温,电阻丝采用0cr27al7mo2高电阻合金丝或电阻带安装在炉膛内。首先均温布丝法布置,并且从上到下分为多区多段设计,再由微电脑程序工艺高精度温控每一区每一段升温速度、保温温度、保温时间。设计合理,井式炉内上下温度均匀,控制温度精度达到±1℃。井式淬火炉出厂时配套自动控温柜,热电偶。另可配套井式回火炉、淬火槽,组成井式热处理炉生产线。
井式淬火炉安全操作必须遵循的规程:
1、开炉前穿戴好必要的防护用品。
2、操作前要熟悉热处理设备使用方法及其它工具、器具。
3、用井式炉加热时,工件进炉、出炉应先切断电源,以防触电。
4、出炉后的工件不能用手摸,以防烫伤。
5、处理工件要认真看清图纸要求及工艺要求,严格按照工艺规程操作。
6、淬火工序完成后,打扫场地卫生,工具、用具摆放好。

尊龙凯时官方网站 copyright © 丹阳市电炉厂有限公司 尊龙凯时网址的版权所有 www.tclthlcndlcj.com
全国服务电话:18112840006 邮箱:18912840006@189.cn
公司地址:江苏镇江丹阳市开发区开发大道168号
台车炉,回火炉,尊龙凯时官方网站-尊龙凯时网址